激光光束分析監測器(BWA-MON)系統,可以很好地做到對不管是低能量還是高能量的連續激光和脈沖激光的激光光束進行實時測量、分析和監控。該系統的設計遵循了國際標準ISO11146和ISO13694中對激光、激光設備以及激光光束度量的要求。
在所有激光應用中,激光光束輪廓剖面圖對很多的激光應用都提供有價值的信息。通過監控這些激光束空間輪廓、圓形度、環心、象散、M平方值等,你可以提前得到關於激光及其光學傳輸系統任何問題的預警。BWA-MON系統可以提高加工質量,加工穩定性以及減少廢料。另外,因為焦點位置可以實時監控,處於閉環控製,對於易受熱透鏡效應影響的系統可以通過閉環補償減小其影響。 BWA-MON使用時連接上BWA-CAM,無需移動部件便可測量激光聚焦束腰。(而在此之前,市面上其他的激光光束分析裝置,都要使用一些移動或旋轉的配件,來實現對激光M平方的實時測量,它們無法滿足在線實時的監測應用。) BWA-MON適用於大部分的激光波長和應用,無需移動的配件就可以對激光束及其光學參數實時測量和分析。 BWA-MON是Hass公司的產品,Hass公司在這方面有三十多年的專業光學傳輸經驗。這套監測系統可以用在處理材料的過程中,包括切割、鉆孔、焊接、打標或其他任何一種應用。
圖1:基本的BWA-MON光學設計 BWA-MON的工作流程如下:一束激光進入棱鏡,少數光通過第一個反射面進入BA-CAM。大多數的激光束會通過棱鏡進入加工鏡頭。少數光通過第二個反射面進入BWA-CAM,形成實際加工光束的影像,被高度衰減處理過。有這種反射面的可以是道威棱鏡、裏斯裏棱鏡、或者一個薄的平行平板。衰減的激光束透過棱鏡進入BWA-CAM,激光束腰可以通過一系列的主要感應區域(ROI)觀測到。激光束腰位於一系列點的中間(如圖五)。每一個點都是激光束腰的橫截面圖,基本在同一個水平面上。軟件能夠自動追蹤並測量ROI的大小,以較精確地進行M平方值計算。
圖2:BWA-MON適用於大功率激光焊接 BWA-CAM能夠測量經過所有聚焦透鏡的激光束腰。加工光束和經過第二個反射面的光束有效焦距不同,在棱鏡和BWA-CAM中添加一個負透鏡解決了此問題。 圖1為最常見的低功率BWA-MON光路圖。在這個圖示中,道威棱鏡用來將光線分別傳輸到加工鏡頭和BWA-CAM。 BWA-CAM能在一秒內測量出激光的M平方值,在其最高的分辨率下,約333到500毫秒內,系統可以達到幀率為2到3幀每秒的測量結果。這使通過無光源測量激光束腰的應用變為可能。軟件能同時分析光束的空間截面,得以快速地計算出激光M平方值。圖3為一個感應區域(ROI)的示意圖,通過軟件分析BWA探測器的數據。
圖3:在空間內有延遲的激光束腰切片的圖解。 Figure 2圖2為一個大功率焊接BWA-MON的光路圖。在此情況下,只有一個BAW-CAM來監控激光束腰。BA-CAM也可以被放置在第一個反射面後面,這裏沒有被描述出來。通過一個楔形透鏡,透過光束產生一個角度偏差,防止加工過程中的反射光。位於BWA-MON中的聚焦透鏡同樣地傾斜。
圖4:BWA-CAM和BA-CAM匯總數據界面 如果加工系統要求高功率同軸,則圖7為滿足該需求的光路圖。 圖4顯示了BWA-MON利用的兩個照相機(BA-CAM和BWA-CAM)的數據畫面。上面的畫面來自BA-CAM,用於測量原始激光束,下面的畫面是聚焦光束,顯示了15個ROI點。右邊的匯總數據提供了用戶選擇的剖面或M平方的參數。右邊作為質量控製(通過或失敗)的圖表,變為紅色表明用戶選定的質量控製參數超出了範圍。
圖5:BWA-CAM幀捕獲器的變焦拍了來自一束聚焦激光的15個感應區域。 圖5顯示了BWA-CAM影像捕獲器的頁面,是來自一束聚焦激光的15個聚焦的感應區域。從圖中可以看到聚焦激光的進入和淡出(從左至右)。所有的這些畫面都在CMOS感應器上同時並實時生成。正是有了這些感應區域,軟件才能分析光斑的尺寸、發散、像散、束腰位置,瑞利長度以及M平方值。
圖6:BA-CAM和BWA-CAM質量控製設定界面 圖6為激光束剖面圖參數據的示例,用戶可以自定義選定參數值的上限和下限。如果有參數超出了用戶選定的範圍,會在對應位置標出,數據的顏色也會從綠色變為紅色。如果某一項值超過範圍,系統可以通過接收一個USB輸出的信號關閉系統。對於需要精確控製激光的光學系統,系統參數的誤差要求非常嚴格。例如高功率光學系統中,如果有一些參數超出了範圍,用戶可以在其對系統造成致命影響之前關掉系統。
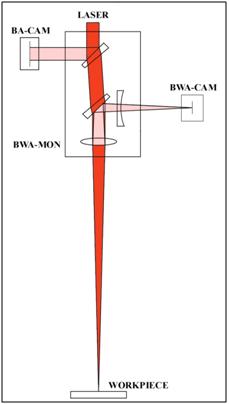
圖7:同軸高功率BWA-MON配置
圖8:BWA-CAMM平方面曲線界面 圖8為BWA-CAM的M平方測量,在這個界面,可以看到由BA-CAM和BWA-CAM共同測量的M平方值,或者單獨由BWA-CAM測量的M平方值。X軸顯示了已知使用聚焦透鏡的聚焦位置,Y軸是激光束腰直徑的值。激光束腰的位置和瑞利長度有註解以供參考,透鏡上的激光像散和激光光斑尺寸顯示在曲線右方的數據欄中。
圖9:BA-CAM和BWA-CAM數據記錄界面 圖9為數據記錄的界面,用戶可以實時地選擇符合ISO11146和ISO13694要求的激光束參數進行追蹤。記錄的數據可以幫助用戶在[頁面設定]參數的上限值和下限值,同樣也為其他類型的測量提供了最原始的數據。
圖10:光纖直徑為200微米的4KW連續光纖激光。 BWA-CAM不僅適用於低功率的激光,也適用於大功率幾千瓦的激光設備。圖10顯示的BWA-CAM的屏幕點功率為4Kw連續波光纖激光,傳輸光纖為200μm,聚焦透鏡焦距200mm。
圖11:BWA-CAM上顯示傳輸光纖(左圖)與激光源光纖沒有對準,產生包層模Cladding Mode,右圖為千瓦級的100μm激光光纖,光纖耦合對準很好。 BWA-CAM不僅可被用於測量關鍵的M平方參數,還可以作為幫助檢查激光器、光學系統或者兩者組合時光路是否正確的診斷工具。圖11顯示了一個千瓦級連續光纖激光系統,傳輸光纖與激光源光纖沒有對準。左圖為包層模Cladding Mode在100微米直徑的光纖中。右圖為同一個光纖,利用BWA-CAM將其扭動調節,使達到較佳的對齊位置。
圖12:變焦拍攝直徑532納米光纖激光,顯示了一個三軸檢流計系統的嚴重缺陷。 在某些情況下,一個光學系統可能會意外地顯示出一個很大的圖像點。圖12便是這樣,它是一個三軸掃描系統,利用532nm的傳輸光纖,在加工過程中光斑的尺寸應該比圖示的小兩倍才正確。BWA-CAM清晰的展示它的慧差,光斑的嚴重慧差表明這個三軸系統光路沒有調準。
圖13:1064nm光纖激光,顯示三軸掃描系統的散光現象。 圖13展現了另一種情形,1064nm光纖激光,通過三軸掃描系統聚焦,焦點比標準參數大兩倍。在這種情況下,可以看出偏差緣於像散,原因是3軸掃描系統未對準。 無論是基本的激光M平方值測量,還是製造業中嚴格的材料加工應用,或是激光光學系統的故障排除,HAAS激光技術公司的BWA-CAM是一款簡單、易於集成、易於使用並解決這些問題的好產品!