激光光束分析监测器(BWA-MON)系统,可以很好地做到对不管是低能量还是高能量的连续激光和脉冲激光的激光光束进行实时测量、分析和监控。该系统的设计遵循了国际标准ISO11146和ISO13694中对激光、激光设备以及激光光束度量的要求。
在所有激光应用中,激光光束轮廓剖面图对很多的激光应用都提供有价值的信息。通过监控这些激光束空间轮廓、圆形度、环心、象散、M平方值等,你可以提前得到关于激光及其光学传输系统任何问题的预警。BWA-MON系统可以提高加工质量,加工稳定性以及减少废料。另外,因为焦点位置可以实时监控,处于闭环控制,对于易受热透镜效应影响的系统可以通过闭环补偿减小其影响。 BWA-MON使用时连接上BWA-CAM,无需移动部件便可测量激光聚焦束腰。(而在此之前,市面上其他的激光光束分析装置,都要使用一些移动或旋转的配件,来实现对激光M平方的实时测量,它们无法满足在线实时的监测应用。) BWA-MON适用于大部分的激光波长和应用,无需移动的配件就可以对激光束及其光学参数实时测量和分析。 BWA-MON是Hass公司的产品,Hass公司在这方面有三十多年的专业光学传输经验。这套监测系统可以用在处理材料的过程中,包括切割、钻孔、焊接、打标或其他任何一种应用。
图1:基本的BWA-MON光学设计 BWA-MON的工作流程如下:一束激光进入棱镜,少数光通过第一个反射面进入BA-CAM。大多数的激光束会通过棱镜进入加工镜头。少数光通过第二个反射面进入BWA-CAM,形成实际加工光束的影像,被高度衰减处理过。有这种反射面的可以是道威棱镜、里斯里棱镜、或者一个薄的平行平板。衰减的激光束透过棱镜进入BWA-CAM,激光束腰可以通过一系列的主要感应区域(ROI)观测到。激光束腰位于一系列点的中间(如图五)。每一个点都是激光束腰的横截面图,基本在同一个水平面上。软件能够自动追踪并测量ROI的大小,以较精确地进行M平方值计算。
图2:BWA-MON适用于大功率激光焊接 BWA-CAM能够测量经过所有聚焦透镜的激光束腰。加工光束和经过第二个反射面的光束有效焦距不同,在棱镜和BWA-CAM中添加一个负透镜解决了此问题。 图1为最常见的低功率BWA-MON光路图。在这个图示中,道威棱镜用来将光线分别传输到加工镜头和BWA-CAM。 BWA-CAM能在一秒内测量出激光的M平方值,在其最高的分辨率下,约333到500毫秒内,系统可以达到帧率为2到3帧每秒的测量结果。这使通过无光源测量激光束腰的应用变为可能。软件能同时分析光束的空间截面,得以快速地计算出激光M平方值。图3为一个感应区域(ROI)的示意图,通过软件分析BWA探测器的数据。
图3:在空间内有延迟的激光束腰切片的图解。 Figure 2图2为一个大功率焊接BWA-MON的光路图。在此情况下,只有一个BAW-CAM来监控激光束腰。BA-CAM也可以被放置在第一个反射面后面,这里没有被描述出来。通过一个楔形透镜,透过光束产生一个角度偏差,防止加工过程中的反射光。位于BWA-MON中的聚焦透镜同样地倾斜。
图4:BWA-CAM和BA-CAM汇总数据界面 如果加工系统要求高功率同轴,则图7为满足该需求的光路图。 图4显示了BWA-MON利用的两个照相机(BA-CAM和BWA-CAM)的数据画面。上面的画面来自BA-CAM,用于测量原始激光束,下面的画面是聚焦光束,显示了15个ROI点。右边的汇总数据提供了用户选择的剖面或M平方的参数。右边作为质量控制(通过或失败)的图表,变为红色表明用户选定的质量控制参数超出了范围。
图5:BWA-CAM帧捕获器的变焦拍了来自一束聚焦激光的15个感应区域。 图5显示了BWA-CAM影像捕获器的页面,是来自一束聚焦激光的15个聚焦的感应区域。从图中可以看到聚焦激光的进入和淡出(从左至右)。所有的这些画面都在CMOS感应器上同时并实时生成。正是有了这些感应区域,软件才能分析光斑的尺寸、发散、像散、束腰位置,瑞利长度以及M平方值。
图6:BA-CAM和BWA-CAM质量控制设定界面 图6为激光束剖面图参数据的示例,用户可以自定义选定参数值的上限和下限。如果有参数超出了用户选定的范围,会在对应位置标出,数据的颜色也会从绿色变为红色。如果某一项值超过范围,系统可以通过接收一个USB输出的信号关闭系统。对于需要精确控制激光的光学系统,系统参数的误差要求非常严格。例如高功率光学系统中,如果有一些参数超出了范围,用户可以在其对系统造成致命影响之前关掉系统。
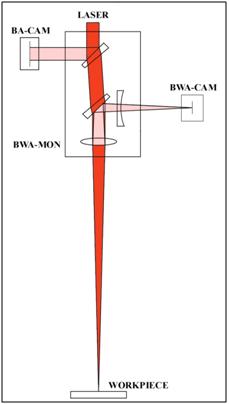
图7:同轴高功率BWA-MON配置
图8:BWA-CAMM平方面曲线界面 图8为BWA-CAM的M平方测量,在这个界面,可以看到由BA-CAM和BWA-CAM共同测量的M平方值,或者单独由BWA-CAM测量的M平方值。X轴显示了已知使用聚焦透镜的聚焦位置,Y轴是激光束腰直径的值。激光束腰的位置和瑞利长度有注解以供参考,透镜上的激光像散和激光光斑尺寸显示在曲线右方的数据栏中。
图9:BA-CAM和BWA-CAM数据记录界面 图9为数据记录的界面,用户可以实时地选择符合ISO11146和ISO13694要求的激光束参数进行追踪。记录的数据可以帮助用户在[页面设定]参数的上限值和下限值,同样也为其他类型的测量提供了最原始的数据。
图10:光纤直径为200微米的4KW连续光纤激光。 BWA-CAM不仅适用于低功率的激光,也适用于大功率几千瓦的激光设备。图10显示的BWA-CAM的屏幕点功率为4Kw连续波光纤激光,传输光纤为200μm,聚焦透镜焦距200mm。
图11:BWA-CAM上显示传输光纤(左图)与激光源光纤没有对准,产生包层模Cladding Mode,右图为千瓦级的100μm激光光纤,光纤耦合对准很好。 BWA-CAM不仅可被用于测量关键的M平方参数,还可以作为帮助检查激光器、光学系统或者两者组合时光路是否正确的诊断工具。图11显示了一个千瓦级连续光纤激光系统,传输光纤与激光源光纤没有对准。左图为包层模Cladding Mode在100微米直径的光纤中。右图为同一个光纤,利用BWA-CAM将其扭动调节,使达到较佳的对齐位置。
图12:变焦拍摄直径532纳米光纤激光,显示了一个三轴检流计系统的严重缺陷。 在某些情况下,一个光学系统可能会意外地显示出一个很大的图像点。图12便是这样,它是一个三轴扫描系统,利用532nm的传输光纤,在加工过程中光斑的尺寸应该比图示的小两倍才正确。BWA-CAM清晰的展示它的慧差,光斑的严重慧差表明这个三轴系统光路没有调准。
图13:1064nm光纤激光,显示三轴扫描系统的散光现象。 图13展现了另一种情形,1064nm光纤激光,通过三轴扫描系统聚焦,焦点比标准参数大两倍。在这种情况下,可以看出偏差缘于像散,原因是3轴扫描系统未对准。 无论是基本的激光M平方值测量,还是制造业中严格的材料加工应用,或是激光光学系统的故障排除,HAAS激光技术公司的BWA-CAM是一款简单、易于集成、易于使用并解决这些问题的好产品!